一、概述
BCNAP-I型托辊数控自动化生产线(简称:生产线)是我公司自主研制生产的托辊生产线。
生产线的研发设计成果,分别在2011年10月23日桂林召开的“中煤劳保学会机电****专委会带式输送机学组年会”、2011年12月15日山东泰安召开的“中国机械工程学会物流工程分会连续输送专业委员会年会和六届二次理事会”、 2012年4月13日海口举行的“中国重型机械工业协会带式输送机分会年会”上进行了技术交流,得到与会专家的高度评价,认为是目前国内、国际****进的托辊生产线;报告编号:201214B1917499“科技查新报告”查新结论为国内首创。由其生产的旋压工艺专利托辊,加工精度高,工艺先进,径向圆跳动值、轴向窜动值、轴向载荷、阻力系数值均为MT821—2006标准的1/2---1/5,能满足****有关部门提出的“十二五”期间,高速大运量带式输送机的托辊配套。
本生产线是公司企业研发中心,经过4年,开发出的完全自主知识产权成果。核心技术为4台专用数控自动化加工中心,18项专有工艺,3项专利技术和正在申报的31项专利技术。
实现了从原材料到数控加工、喷涂烘干、数控压装、在线检测、产成品装箱的全过程自动化,是目前业内自动化程度****的生产线;班用工5人,班产量1000标准支,3班制时,年产量为110万支,产量是现有普通设备的8倍,效率是16倍;1条生产线内,包括4台加工托辊辊皮、托辊轴的数控自动化加工中心,1条自动化喷涂烘干线,2台五自由度机械手,5项中心控制机房、西门子S7-300主站等电气工程,16项辅助设备。
生产线具有现场操控和远方操控功能。远方操控能完成控制、监视、监测、编程、生产统计等人机对话功能。
二、 主要技术特点
BCNAP-I托辊数控自动化生产线自动化程度高、生产效率高、产量大、操作及调试方便,质量可靠,生产线短、整线操作人员少,劳动强度低,节能环保,是目前国内先进的托辊制造生产线,具有以下创新点:
1、 高精度。生产线的生产工艺有独到的创新:(1)托辊轴加工中心采用数控技术,生产出的成品轴精度为±0.02;(2)采用了数控定位技术,使托辊辊皮与托辊轴的轴向对称度大为提高,精度高于****标准;(3)增加了辊皮除锈校圆环节,使托辊的圆径向跳动量降到了0.15,比****标准提高了3-5倍。
2、 托辊轴承座与辊皮连接采用旋压法代替焊接法(专利)耗能低,环保,工艺先进。
3、 托辊管皮半自动立式内壁喷砂机采用特殊的机构和方法解决了定尺6m以上钢管内壁喷砂技术,为钢管内壁喷涂打好了基础(专利)。
4、 托辊管皮半自动卧式内壁瞬间固化喷涂机,采用特殊的机构和方法解决了钢管内壁喷涂技术(专利),有效解决了钢管内壁防腐、内壁粉尘与轴承腔的内呼吸污染轴承润滑脂,延长了托辊的使用寿命。
5、 辊皮数控加工中心的主要技术特点:(1) 3工位4点式平移机械手。(2)辊皮镗孔采用多刃式成型镗孔刀(专利),(3)用旋压工艺将轴承座与管子铆压连接在一起的技术(专利), (4)多刀式辊皮表面同心校圆加工工艺(专利),
6、 旋转式双头6工位托辊轴数控加工中心把现有系列各种形式的托辊轴,包括打磨毛刺一次加工完成,实现了托辊轴加工的数控及自动化。
7、 工效高、质量好,经济效益显著。由于工效提高,质量的提升,与目前其它厂家用传统设备加工的托辊产品相比,公司同型产品,经过测试分析,每支托辊可降低生产成本5元,品质提升后的优质溢价,每只可提高10元以上。若每条生产线按年产110万支托辊产能计算,每年同比其它厂家,可增收1650万元的经济收益;经济效益十分显著。
8、 自动化辊皮涂装线,采用自动喷涂工艺,降低了劳动强度,提高了功效,提高了外表美观度,冷却时的热量又转为采暖及生活用热水,节约了能源。辊皮表面喷塑由5自由度机械手,配合悬挂输送链,完成辊皮的自动上下线;悬挂输送链上设有自夹紧式专用吊具(专利)。
9、 自动穿轴装配机,采用自动穿轴方法(专利)代替手工穿轴,长径比i=0.0022 ,【计算公式:i=(D-d)/ L ,D为孔径mm,d为轴径mm,L为轴长mm】据调查,此方法是行业首创,节约人工、提高功效8倍,实现了自动化。
10、 双头旋转式6工位数控托辊压装中心,采用双头旋转式6工位数控压装机构,巧妙的解决了压装内外密封、轴承和注油,特别是解决了难以自动压装的轴用弹性挡圈。
11、 生产线计算机集中控制特点:采用性价比较高的西门子S7-300PLC为主站、台达PLC为从站,采用PROTIBUS总线、MPI协议、服务器、数据采集卡及西门子组态软件和以太网等先进的计算机管理技术,使整个BCNAP-I型托辊数控自动化生产线运行管理变得更为方便和直观。
三、 组成
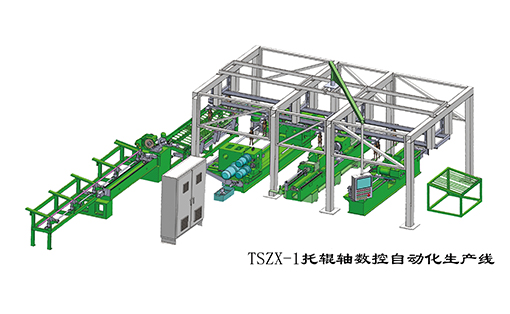
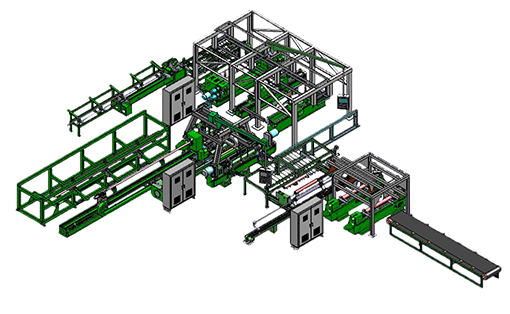
生产线主要由系统集成软件及设施、2台UX-001型辊皮加工中心、1台UX-101型托辊轴加工中心、1台UX-201型托辊压装中心、1条自动化涂装线组成,辅助设施有2台5自由度机械手、3条输送线、1台去毛刺机、1台在线检测机、料槽及成品箱组成。详见布置图:

BCNAP-I托辊数控自动化生产线布置图
1、 UX-001托辊辊皮加工中心
UX-001托辊辊皮加工中心是由:储管架、切断部件、双端面成型刀镗孔部件、吹屑部件、旋压部件、辊皮调圆部件、三点式机械手部件、电气部件、气动部件、液压部件,共十大部件组合而成。自动控制主要由:PLC、触摸屏、数控伺服和系统软件构成。辊皮的生产周期≦1分钟,一个周期内,系统软件运行9000步。
辊皮加工中心的运动导轨采用先进的滚动直线导轨,提高加工中心的精度和寿命。为了进一步保证加工中心的精度,加工中心的位置传动机构由:闭环控制的伺服电机带动高精度的滚珠丝杠完成触摸屏设定的位置。实现了四工位自动联动加工。
UX-001托辊辊皮加工中心将目前托辊辊皮加工的三个独立工序及设备集约为一个中心,实现了上料和辊皮流转环节的自动化,完成了切管、镗孔、把轴承座旋压到管体、辊皮调圆除锈。班产能500支。操作人员由原来的3人以上,减少到了1人,由半机械化实现了全自动化,降低了人工费,提高了生产效率。更主要的优点是把产品的质量控制,由操作人员的技能掌控,转化成了由设备及程序来保障,提高了产品的优质率。在此基础上,增加了辊皮除锈校圆环节,使托辊圆径向跳动量降到了0.15,比****标准提高了3-5倍。
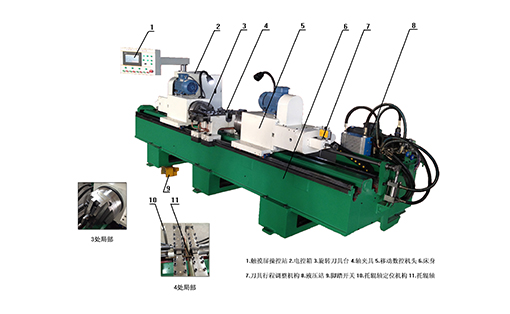
2、 UX-101型托辊轴加工中心
UX-101型托辊轴加工中心实现了托辊轴加工的数控及自动化。目前国内托辊轴的加工是由4****立设备加工,分别由4人操控,班产量250支左右,效率低下,加工精度低。本加工中心由1人操控或远程电脑操控,每分钟可生产2支以上成品轴,班产量≧1000支,产能是常规设备的4倍左右,生产效率是16倍左右。
UX-101型托辊轴加工中心采用数控技术,生产出的成品轴精度为±0.02。由于加工精度高,批量一致性高,为设计和制造高速大运量带式输送机,提供了托辊轴加工装备。
UX-101型托辊轴加工中心较常规生产法,增加了毛刺自动打磨环节,避免了托辊装配时将毛刺带入轴承内,提高了托辊质量。
3、 UX-201型托辊压装中心
UX-201型托辊压装中心由3部分组成:料仓、辊皮和托辊轴穿合部、轴承密封等7工位压装部。
产能:1分钟产出2支以上成品托辊,班产量≧1000支。
轴承,密封等配件,均实现自动喂料;工件在各工位之间的流转,由平移机械手转运。
BCNAP-I托辊数控自动化生产线由33台/套设备和软件组成,设备装机容量345.1kW,见表1
BCNAP-I托辊数控自动化生产线配置表 表1
|
序号 |
设 备 名 称 |
型 号 规 格 |
数量 |
单位 |
功率 (kw) |
备注 |
|
|
单机 |
总量 |
|
|||||
|
1 |
托辊辊皮 加工中心 |
UX001 |
2 |
台 |
22.5 |
45 |
专利4项 |
|
2 |
托辊轴加工中心 |
UX101 |
1 |
台 |
78 |
78 |
旋转式自动六工位(专利3项) |
|
3 |
托辊压装中心 |
UX201 |
1 |
台 |
16 |
16 |
双头旋转式自动六工位 (专利2项) |
|
4 |
自动穿轴装配机 |
UX201-1 |
1 |
台 |
8 |
8 |
专利1项 |
|
5 |
五自由度机械手(中型) |
GDJXS-1.5-10A |
2 |
台 |
5 |
10 |
公司制造 |
|
6 |
1号辊皮输送机 |
300X6000 |
1 |
台 |
3 |
3 |
公司制造 |
|
7 |
2号辊皮输送机 |
300X5000 |
1 |
台 |
1.5 |
1.5 |
公司制造 |
|
8 |
3号托辊输送机 |
300X4000 |
1 |
台 |
1.5 |
1.5 |
公司制造 |
|
9 |
4号托辊输送机 |
800X6000 |
1 |
台 |
3 |
3 |
公司制造 |
|
10 |
自动喷塑机 |
GDJXS2-05-01A |
1 |
套 |
5.5 |
5.5 |
外购 |
|
11 |
塑粉回收机 |
FVB-KL |
1 |
套 |
5.5 |
5.5 |
外购 |
|
12 |
吊挂式输送链 加热隧道炉 |
GD XT300X50MA |
1 |
套 |
90 |
90 |
专利2项 |
|
13 |
吊挂式输送链辊皮冷却隧道 |
GD XT300X30MA |
1 |
套 |
7.5 |
7.5 |
专利2项 |
|
14 |
热交换器 |
GDRFJH1500 |
1 |
套 |
|
0 |
外购 |
|
15 |
在线自动托辊 检测机 |
ZJC-01 |
1 |
台 |
3 |
3 |
1台 |
|
16 |
托辊成品箱 |
DB-01 |
1 |
台 |
0 |
0 |
1台 |
|
17 |
托辊成型镗孔 刀刃磨机 |
MG6065B |
1 |
台 |
0.55 |
0.55 |
外购 |
|
18 |
旋压成型模具 专用磨床 |
GDMGA |
1 |
台 |
3 |
3 |
1台 |
|
19 |
SW-2.5/8 空气压缩机 |
L=2.5M3 P=0.8 Mpa |
1 |
台 |
22 |
22 |
外购 |
|
20 |
储气罐 |
5M3/1.0Mpa |
1 |
台 |
|
0 |
外购 |
|
21 |
托辊辊皮半自动 立式内壁喷砂机 |
GDBLPS L=18M |
1 |
套 |
15 |
15 |
专利2项 |
|
22 |
托辊辊皮半自动 卧式内壁瞬间 固化喷塑机 |
GDBWPGS L=18M |
1 |
套 |
12 |
12 |
专利2项 |
|
23 |
中心控制机房 |
3M*4M*2M |
1 |
套 |
|
0 |
外协 |
|
24 |
计算机、服务器、数据采集等机房设备 |
|
1 |
套 |
5 |
5 |
外购 |
|
25 |
西门子S7-300主站 |
S7-300 |
1 |
套 |
2 |
2 |
外购 |
|
26 |
西门子组态软件 |
Wince |
6 |
套 |
|
0 |
外购 |
|
27 |
其它辅助设施 |
|
1 |
套 |
8 |
8 |
外协 |
|
|
小计 |
|
33 |
台/套 |
|
345.1 |
|
四、 工艺过程
1、托辊辊皮毛坯前处理:
(1) 托辊辊皮半自动立式内壁喷砂机。
(2)托辊辊皮半自动卧式内壁瞬间固化喷涂机。
2、1、2号托辊辊皮自动加工中心:
(1)托辊辊皮毛坯储料架。
(2)托辊辊皮伺服电机定尺送料。
(3)辊皮定尺切断。
(4)辊皮两端镗孔。
(5)辊皮内孔吹削。
(6)两端旋压轴承座及左右轴承座自动上料仓。
(7)多刀加工辊皮外径。
(8)四点式三工位平移机械手送至1号辊皮输送机。
3、托辊辊皮自动涂装线:
(1)1号辊皮输送机。
(2)辊皮数量缓存。
(3) 1号五自由度机械手送托辊到喷涂机及自动装卡。
(4)自动喷涂及回收。
(5)吊挂式输送链加热隧道炉:1)电子温度控制 、 2)电加热系统或其它方式加热。
(6)吊挂式输送链辊皮冷却隧道。
(7)1号五自由度机械手送托辊下线。
(8)2号辊皮输送机运送辊皮至托辊自动穿轴装配机。
4、托辊轴自动加工中心:
(1)托辊精拉轴毛坯储料架。
(2)托辊精拉轴伺服电机定尺送料。
(3)六工位旋转双头加工:1)精拉轴定尺切断、2)双头铣槽、3)双头铣平面、4)双头钻中心孔、5)双头车槽倒角、6)双头钻孔。7)双头自动打磨毛刺,送托辊轴至托辊自动穿轴装配机(根据产品要求,7道工艺可方便选择)。
5、自动穿轴装配机
(1)2号辊皮输送机送辊皮到数量缓存槽。
(2)托辊轴成品送托辊轴数量缓存槽。
(3) 四点式反转机械手。
(4)自动托辊辊皮/轴装配机。
(5)平移机械手至托辊自动压装中心。
6、托辊自动压装中心:
(1)伺服电机轴、辊皮定位。
(2)压装内密封。
(3)压装轴承。
(4)轴承注油。
(5)压装外密封。
(6)压装轴挡圈。
(7)平移机械手送托辊至3号托辊输送机。
7、自动托辊检验机:
(1) 3号托辊输送机送托辊至2号五自由度机械手。
(2) 2号五自由度机械手送托辊至自动托辊检验机;或2号五自由度机械手送托辊至4号托辊输送机(装箱)。
8、自动托辊检验机内容如下:
(1)自动托辊不同轴度检测;
(2)自动托辊阻力检测;
(3)自动托辊轴向窜动检测。